
Oferta

+86-18862679789


admin@evertopest.com

¿El rendimiento de la extrusión difiere con las diferentes direcciones de rotación?
En el procesamiento de mezcla de materiales, el rendimiento de la extrusora de doble tornillo determina directamente el efecto de mezcla de materiales, la eficiencia de producción y la calidad del producto final. Según la dirección de rotación del tornillo, las extrusoras de doble tornillo se dividen en extrusoras de doble tornillo co-rotativas y extrusoras de doble tornillo contrarrotativas, y la principal diferencia entre las dos radica en la dirección de rotación del tornillo. Lo que parece ser simplemente una diferencia en la dirección de rotación da como resultado distinciones significativas entre los dos en cuanto a características de procesamiento, capacidad de mezcla y compatibilidad del producto.
La principal diferencia entre los tornillos gemelos corotativos y los tornillos gemelos contrarrotantes radica en el proceso de interacción de los tornillos:
• Cuando los dos hilos de un tornillo gemelo co-rotativo empujan el material, su empuje se superpone;
• Cuando las dos líneas roscadas de un tornillo gemelo contrarrotativo empujan el material, sus empujes se anulan entre sí.
Esto determina el principio de funcionamiento básico y las características de rendimiento de los tornillos gemelos corotativos y contrarrotativos.
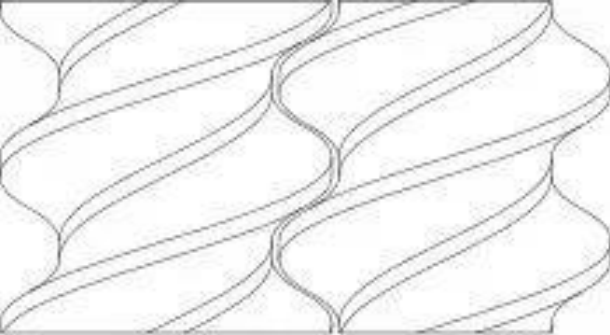
Figura 4 Ajuste del doble tornillo co-rotativo
El modo de acoplamiento del tornillo gemelo corotativo se muestra en la Figura 4. Los dos tornillos del tornillo gemelo corotativo giran en la misma dirección y las roscas de los tornillos son derechas. La determinación de la dirección de transporte del material es la misma que la del monohusillo.
El modo de acoplamiento del tornillo gemelo contrarrotativo se muestra en la Figura 5. Los dos tornillos del tornillo gemelo contrarrotativo giran en direcciones opuestas y las roscas de los dos tornillos giran en direcciones opuestas. Los dos tornillos giran hacia afuera. Es decir, a lo largo de la dirección de extrusión, el lado derecho es el tornillo izquierdo, que gira en el sentido de las agujas del reloj, y el lado izquierdo es el tornillo derecho, que gira en el sentido contrario a las agujas del reloj.
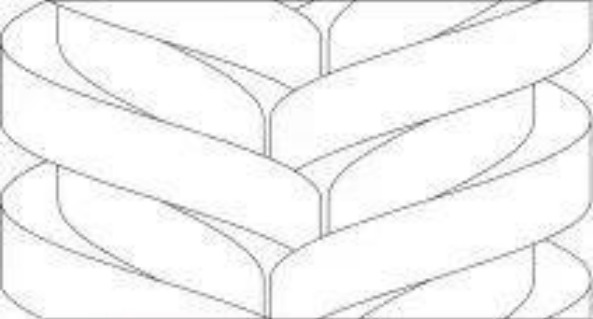
Figura 5 Ajuste de doble tornillo contrarrotativo
Análisis de los resultados del experimento de simulación.
Campo fisico
1
Campo de presión
Como se ve en el mapa de nubes de presión (Figura 6) y la curva de variación de presión (Figura 7):
En el proceso de extrusión de doble tornillo co-rotativo, la presión en el canal de flujo fluctúa. Con referencia a la estructura después del ajuste de los tornillos gemelos co-rotativos (Figura 4), se encuentra que la fluctuación de presión fluctúa hacia arriba y hacia abajo con la posición de la cresta del tornillo. Esto se debe a que la cresta del tornillo es una parte que sobresale mucho de la superficie del tornillo, y el material extruido está sujeto a fuerzas de extrusión y corte más fuertes al pasar a través de la cresta del tornillo, por lo que la presión es a menudo relativamente alta en la posición de la cresta del tornillo.
En la extrusión de doble tornillo contrarrotativo, la presión en el corredor primero aumenta y luego disminuye a lo largo de la dirección de extrusión, y se produce una alta presión local en la posición media. Con referencia a la estructura del ajuste de doble tornillo contrarrotativo (Figura 5), se encuentra que la alta presión local se produce en el punto de engrane a lo largo del centro de la dirección de extrusión. Esto se debe a que los dos tornillos giran en direcciones opuestas y el flujo de material es desigual o bloqueado durante el proceso de extrusión, que se acumula en la posición media y luego forma una alta presión local en el canal.
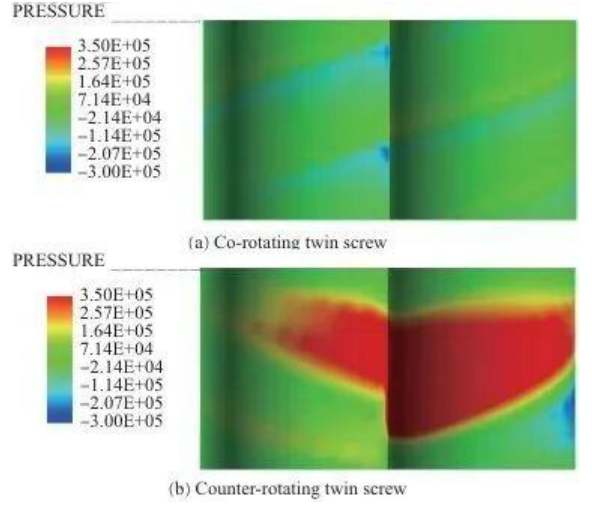
Figura 6 Diagrama de nube de presión en el canal durante el proceso de extrusión
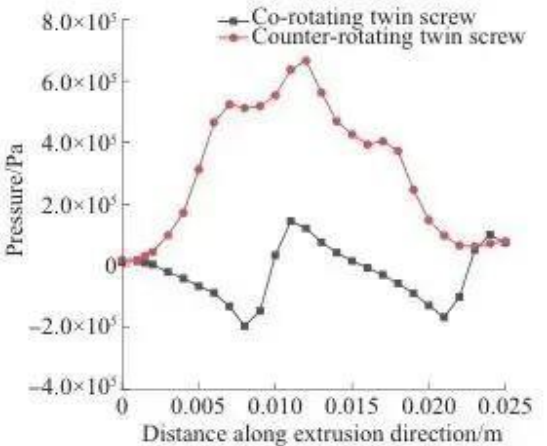
Figura 7 Curva de variación de presión
2
Campo de velocidad de corte
Como se ve desde la nube de velocidad de corte (Figura 8) y la curva de variación de la velocidad de corte (Figura 9):
Tanto en la extrusión de doble tornillo co-rotante como en la extrusión de doble tornillo contra-rotación, la velocidad de corte es mayor en la cresta del tornillo y menor en la ranura del tornillo. La razón de este fenómeno es que el material fluye más rápido en los espacios estrechos y el espacio entre las crestas del tornillo y la pared interior del cilindro es más pequeño, por lo que la velocidad de corte es mayor, mientras que el espacio entre las ranuras del tornillo y la pared interna del cilindro es mayor, por lo que la velocidad de corte es menor.
La alta velocidad de cizallamiento local en el doble husillo contrarrotativo se debe a una fuga.
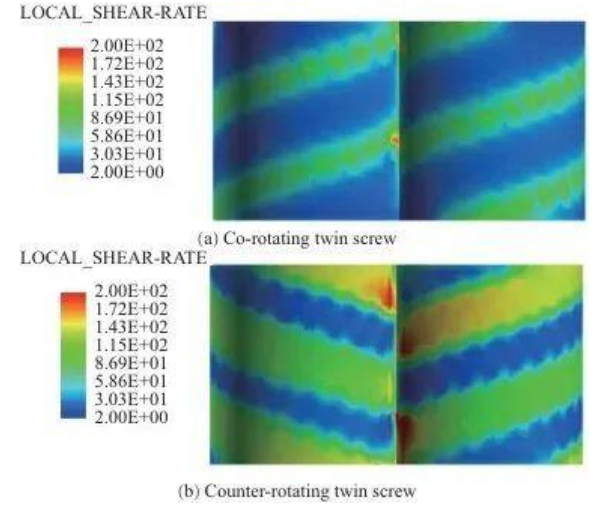
Figura 8 Nube de velocidad de corte durante la extrusión.
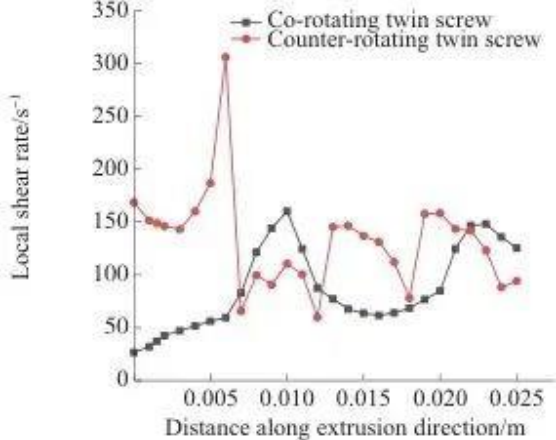
Figura 9 Curva de variación de la tasa de corte
La mezcla se divide principalmente en mezcla distributiva y dispersiva.
La mezcla distribuida se utiliza para describir el proceso de distribución del material, en el que el material se reorganiza y dirige constantemente bajo el empuje del rotor de tornillo;
La mezcla dispersiva se utiliza para describir el proceso en el que el tamaño del material cambia a medida que las partículas del material se estiran y cortan constantemente. El método de partículas trazadoras se utilizó para realizar estadísticas matemáticas sobre parámetros de trayectoria como el tiempo de residencia, el índice de distribución, la escala de separación y la distribución máxima del esfuerzo cortante para analizar las diferencias en el rendimiento de la mezcla entre los de doble tornillo co-rotativo y los de doble tornillo contra-rotativo.
Rendimiento de mezcla axial
La distribución del tiempo de residencia es un indicador importante para medir el rendimiento de mezcla axial de los elementos de tornillo. Describe la distribución del tiempo de residencia de los materiales en extrusoras de doble tornillo de dos formas: función de distribución del tiempo de residencia acumulada y función de distribución del tiempo de residencia, que se expresan respectivamente mediante la función de probabilidad y la función de densidad de probabilidad.
1 Distribución del tiempo de permanencia acumulado
La curva de distribución del tiempo de permanencia acumulativo (Figura 10) describe la distribución de probabilidad acumulativa del tiempo de permanencia del fluido o material en el extrusor.
Como se muestra en la Figura 10, en el tornillo gemelo co-rotativo, el tiempo en que las partículas trazadoras salen por primera vez del corredor es 1,00 s, el tiempo en que salen completamente del corredor es 54,82 s y el ancho de la distribución del tiempo de permanencia es 53,82 s.
En el doble tornillo contrarrotativo, el tiempo para que las partículas trazadoras salgan por primera vez del canal es de 1,48 segundos, el tiempo para que salgan completamente del canal es de 59,80 segundos y la amplitud de la distribución del tiempo de residencia es de 58,32 segundos.
La curva de distribución del tiempo de permanencia acumulativo del doble tornillo co-rotativo está por encima del tiempo de permanencia acumulativo del doble tornillo co-rotativo, y una curva más alta indica que más partículas fluyen fuera del canal en un momento dado.
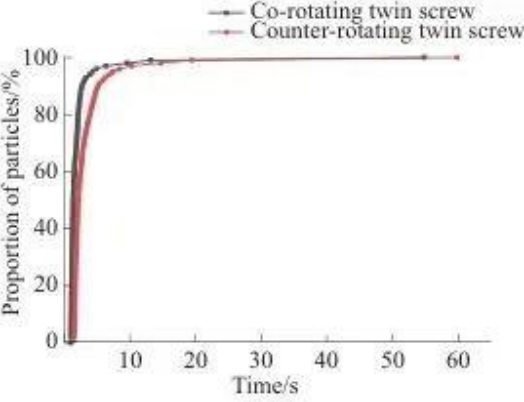
Figura 10 Distribución del tiempo de permanencia acumulado
2 Distribución del tiempo de permanencia
La curva de distribución de densidad de probabilidad del tiempo de residencia describe la distribución de probabilidad del tiempo de residencia del material en la extrusora durante diferentes períodos de tiempo. Una densidad de probabilidad más alta significa una mayor probabilidad de residencia material durante ese período, mientras que una densidad de probabilidad más baja indica un tiempo de residencia relativamente más corto. A partir de la función de densidad de probabilidad de la distribución del tiempo de residencia (Figura 11), se sabe que:
En el doble tornillo co-rotativo, la mayoría de las partículas se concentran entre 1,00 y 1,99 segundos, y en el doble tornillo contrarrotativo, la mayoría de las partículas se concentran entre 1,48 y 2,97 segundos. La curva correspondiente del doble tornillo co-rotativo está más a la izquierda y el pico es más alto, lo que indica que la capacidad de transporte del doble tornillo co-rotativo es más fuerte. La razón de este fenómeno puede ser que durante el proceso de extrusión de doble tornillo co-rotativo, el material es transportado a la fuerza a lo largo de una trayectoria en forma de "∞" por el tornillo.
En la extrusión de doble tornillo contrarrotativo, el material se mueve en forma de "C" y se mezcla y reacciona repetidamente en la cámara en forma de C, lo que resulta en un tiempo de permanencia prolongado.
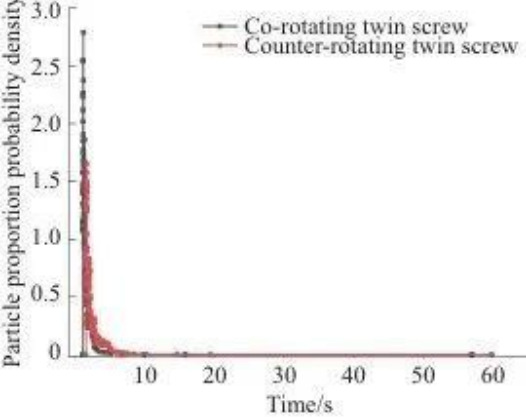
Figura 11 Distribución del tiempo de permanencia
Rendimiento de mezcla distribuida
1 Índice de distribución
Los índices de distribución describen las propiedades reológicas y el comportamiento de flujo de los materiales extruidos. Se puede ver en la curva del índice de distribución (Figura 12) que la uniformidad de distribución del doble tornillo contrarrotativo es mejor que la del doble tornillo corotativo.
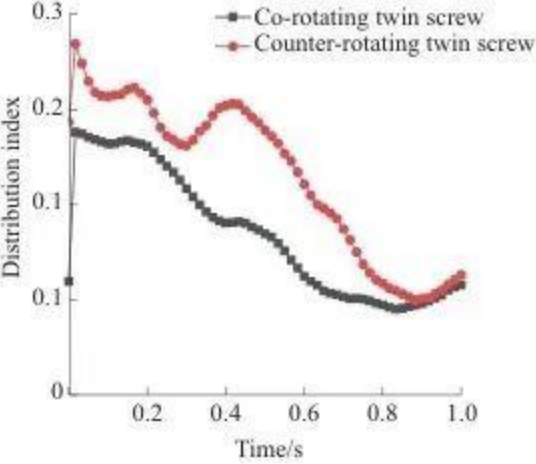
Figura 12 Índice de distribución
2 Escala de separación
Las escalas de separación caracterizan los procesos de mezcla distribuida. La Figura 13 muestra la curva de escala de separación. En el momento inicial, las dos partículas están a ambos lados de la entrada, por lo que el valor de la escala de separación es grande. A medida que aumenta el tiempo, la escala de separación disminuye bajo el efecto de mezcla del tornillo, la curva cae, el grado de mezcla de distribución de las partículas superficiales se profundiza gradualmente y hay un fenómeno de fluctuación durante el proceso, que es causado por la agregación de partículas durante el proceso de flujo.
La curva de escala de separación del doble tornillo co-rotativo siempre está por debajo de la del doble tornillo contra-rotativo, lo que indica que su distribución es más uniforme.
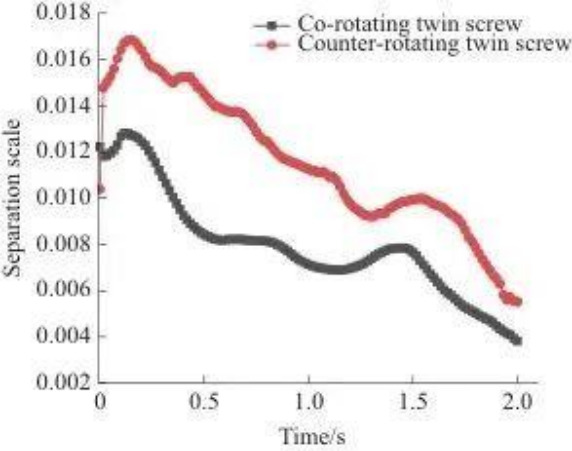
Figura 13 Escala de separación
En la extrusión de doble tornillo co-rotativo, los dos tornillos giran en la misma dirección y forman un fuerte efecto de corte en el punto de malla, y el material se intercambia varias veces entre los tornillos, lo que ayuda a lograr una mezcla de distribución uniforme.
En la extrusión de doble tornillo contrarrotativo, la mayor parte del material se retiene en la cámara en forma de C, y sólo una pequeña cantidad de material sale del espacio para ser sometido a corte y estiramiento. El sellado es bueno, reduciendo el flujo irregular del material en el canal, y por tanto también se reduce la uniformidad de la mezcla.
Rendimiento de dispersión y mezcla.
El proceso de dispersión y mezcla es un proceso en el que el tamaño de las partículas sigue disminuyendo, y las fuerzas de corte y tracción a las que están sometidas las partículas del material juegan un papel importante en este proceso.
El esfuerzo cortante máximo experimentado por la partícula trazadora indica el proceso de corte que sufre la partícula trazadora durante el proceso de extrusión de doble tornillo. Cuanto mayor sea la proporción de partículas trazadoras que experimenten un alto cizallamiento, mejor será el efecto de dispersión del tornillo.
La Figura 14 muestra la curva de probabilidad de tensión máxima de corte. Como puede verse en la Figura 14, la curva correspondiente al doble husillo contrarrotativo está por encima de la del doble husillo corotativo.
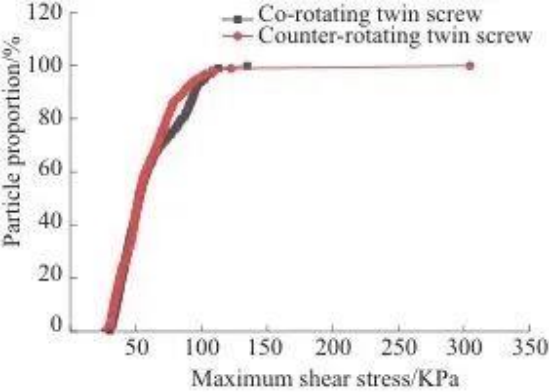
Figura 14 Probabilidad máxima de esfuerzo cortante
La Figura 15 muestra la curva de densidad de probabilidad de tensión máxima de corte. En la Figura 15, se puede ver que el esfuerzo cortante máximo soportado por la partícula se concentra en el pico de la protuberancia de la curva.
Las dos características de la curva indican que el doble tornillo contrarrotativo tiene una capacidad de dispersión más fuerte y puede proporcionar efectos de corte y tracción más fuertes que el doble tornillo co-rotativo.
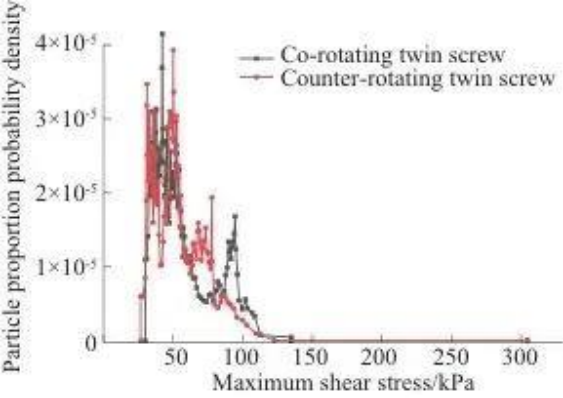
Figura 15 Densidad de probabilidad de tensión máxima de corte
Análisis de resultados experimentales
Análisis de prueba de impacto de tracción.
Las figuras 17 y 18 muestran datos de pruebas de tracción e impacto, respectivamente.
La resistencia a la tracción y la tensión de rotura en el momento de la rotura de las estrías del material extruidas mediante extrusión de doble tornillo corrotativo fueron ligeramente superiores a las extruidas mediante extrusión de doble tornillo contrarrotativo.
La absorción de energía de impacto y la resistencia al impacto de las estrías del material extruidas mediante la extrusión de contratornillo son ligeramente mayores que las extruidas mediante la extrusión de cotornillo.
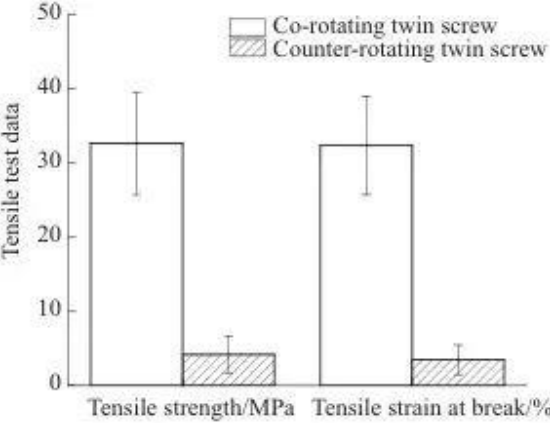
Figura 17 Datos de prueba de tracción
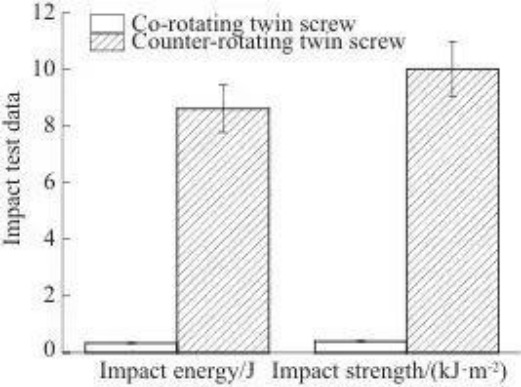
Figura 18 Datos de la prueba de impacto
Resultados de las pruebas reológicas
Las propiedades reológicas de los polímeros normalmente se reflejan en el módulo de almacenamiento (G'), el módulo de pérdida (G') y la viscosidad del compuesto (η*). El módulo de almacenamiento refleja la elasticidad del material, el módulo de pérdida refleja la viscosidad del material y la viscosidad compuesta refleja el peso molecular. La fluidez de la masa fundida de polímero depende de la capacidad de movimiento de los segmentos de la cadena molecular. La extrusión por tornillo cambia la estructura molecular del PLA, provocando la rotura de sus cadenas moleculares y reduciendo su viscosidad.
La Figura 19 muestra la curva de viscosidad compuesta η* con frecuencia angular. Puede verse en la Figura 19 que η* disminuye con el aumento de la frecuencia angular.
Debido a la diferencia estructural, el doble tornillo contrarrotativo tiene una mayor capacidad de dispersión y mezcla, y la cadena molecular se rompe más completamente. Por lo tanto, el η* del material extruido por el doble tornillo contrarrotativo es menor que el del doble tornillo co-rotativo.
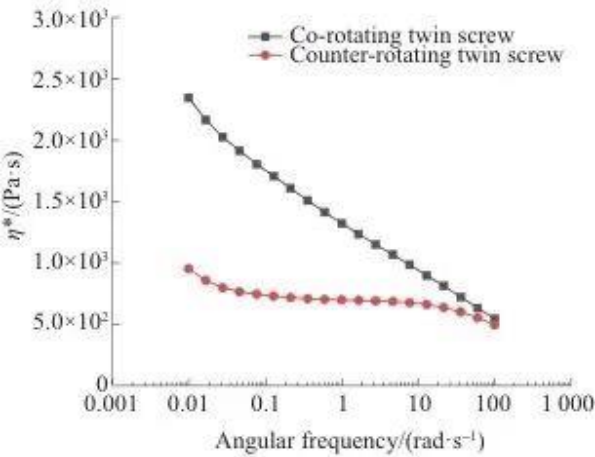
Figura 19 Curvas de η * con frecuencia angular
Resumen
Ventajas de las extrusoras de doble tornillo co-rotantes:
• El campo de flujo (especialmente la presión) es relativamente estable.
• Capacidad de mezcla de distribución extremadamente fuerte, alta uniformidad de distribución del material.
• El corto tiempo de residencia del material y la alta eficiencia de transporte facilitan el procesamiento de materiales sensibles al calor y reducen el riesgo de degradación térmica.
• Los productos extruidos tienen mejores propiedades de tracción.
Ventajas de las extrusoras de doble tornillo contrarrotativas:
• Mayor capacidad para generar presión (pero tenga cuidado con una posible alta presión local).
• Cizallamiento más intenso, capacidad superior de dispersión y mezclado. Puede proporcionar un efecto de estiramiento más fuerte.
• Mayor tiempo de permanencia y mayor distribución de materiales, adecuado para procesos que requieren suficiente tiempo de reacción o mezclado.
• Los productos extruidos tienen mayor resistencia al impacto y menor viscosidad en estado fundido (roturas de cadena molecular más completas).

Clústeres Industriales del Pueblo de Tanshang, Calle Ganghua, Pueblo de Jingang, Ciudad de Zhangjiagang, Provincia de Jiangsu, China.

+86-18862679789
+86-15555592012
+86-13140831504

+86-0512-56720211

admin@evertopest.com
admin@acp-line.com
Derechos de autor © Zhangjiagang Hongyang Machinery Equipment Co., Ltd. Todos los derechos reservados.

 英语
英语 西班牙语
西班牙语 俄语
俄语 阿拉伯语
阿拉伯语